



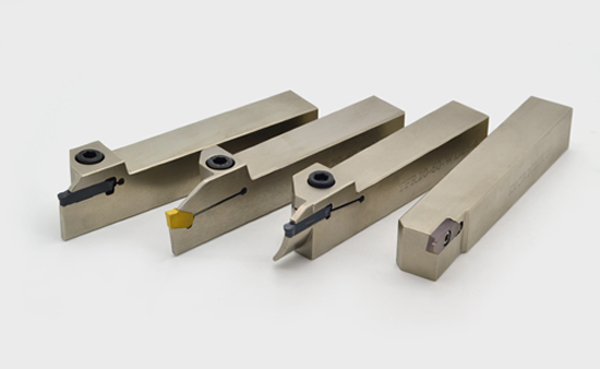
[导读]车刀是应用最广的一种单刃刀具。它主要是用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。那么车刀种类及材料大家是否知道呢,不同的工作需要不同形状的车刀,切削不同的材料也要求不同的刀角,所以掌握车刀的相关知识对于很多从事机床工作的朋友来说
车刀是应用最广的一种单刃刀具。它主要是用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。那么车刀种类及材料大家是否知道呢,不同的工作需要不同形状的车刀,切削不同的材料也要求不同的刀角,所以掌握车刀的相关知识对于很多从事机床工作的朋友来说是十分重要的,下面小编就给大家简单的介绍下车刀的材料、种类及相关用途吧。

车刀的材料
常用刀具材料有工具钢、高速钢、硬质合金、陶瓷和超硬刀具材料,目前用得最多的为高速钢和硬质合金。
车刀的种类
车刀按材料分锋钢刀、合金刀、陶瓷刀、氮化硼刀等;按结构形式分锻打刀、焊接刀、机夹刀; 按用途分外圆刀、内圆刀、螺纹刀、切刀、左右偏刀、圆弧刀等。
1、高碳钢:高碳钢车刀是由含碳量0.8%-1.5%之间的一种碳钢,经过淬火硬化后使用,因切削中的摩擦时很容易回火软化,被高速钢等其他刀具所取代。一般仅适合于软金属材料的切削,常用者有SK1,SK2......SK7等。
2、高速钢:高速钢为一种钢基合金俗名白车刀,含碳量0.7-0.85%的碳钢中加入W、Cr、V及Co等合金元素而成。例如18-4-4高速钢材料中含有18%钨、4%铬以及4%钒的高速钢。高速钢车刀切削中产生的摩擦热可高达至6000°C,适合转速1000rpm以下及螺纹的车削,一般常用高速钢车刀如SKH2、SKH4A、SKH5、SKH6、SKH9等。
3、非铸铁合金刀具:这是钴、铬及钨的合金,又叫超硬铸合金,因切削加工很难,以铸造成形制造,具代表性的是stellite,其刀具韧性及耐磨性极佳,在8200°C温度下其硬度仍不受影响,抗热程度远超出高速钢,适合高速及较深的切削工作。
4、烧结碳化刀具:碳化刀具是粉未冶金的产品,碳化钨刀具主要成分为50%-90%钨,并加入钛、钼、钽等以钴粉作为结合剂,再经加热烧结完成。碳化刀具的硬度较任何其他材料均高,有最硬高碳钢的三倍,适用于切削较硬金属或石材,因其材质脆硬,所以只能制成片状,再焊於较具靭性的刀柄上,如此刀刃钝化或崩裂时,可以更换另一刀口或换新刀片,这种够车刀称为舍弃式车刀。
碳化刀具依国际标准(ISO)其切削性质的不同,分成P、M、K三类,并分别以蓝、黄、红三种颜色来标识:
(1)P类适於切削钢材,有P01、P10、P20、P30、P40、P50六类,P01为高速精车刀,号码小,耐磨性较高,P50为低速粗车刀,号码大,靭性高,刀柄涂蓝色来识别。
(2)K类适於切削石材、铸铁等脆硬材料,有K01、K10、K20、K30、K40五类,K01为高速精车刀,K40为低速粗车刀,此类刀柄涂红色来识别。
(3)M类介於P类与M类之间,适于切削靭性较大的材料,此类刀柄涂黄色来识别。
5、陶瓷车刀:陶瓷车刀是由氧化铝粉未,添加少量元素,再经由高温烧结而成,其硬度、抗热性、切削速度比碳化钨高,但是因为质脆,所以不适用於非连续或重车削,只适合高速精削。
6、钻石(金刚石)刀具:作高级表面加工时,使用圆形或表面有刃缘的工业用钻石来进行光制。可得到更为光滑的表面,主要用来做铜合金或轻合金的精密车削,在车削时必须使用高速度,最低需在60-100m/min,通常在200-300m/min。
7、氮化硼刀具:立方氮化硼是近年来推广的材料,硬度与耐磨性仅次于钻石,此刀具适用于加工坚硬、耐磨的铁族合金和镍基合金、钴基合金。

影响车刀切削效果的因素
车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度也不相同。车床用车刀具有四个重要角度,即前间隙角、边间隙角、後斜角及边斜角。
1、前间隙角
自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,刀鼻碎裂无法光制。装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。高速钢车刀此角度约8-10度之间,碳化物车刀则在6-8度之间。
2、边间隙角
刀侧面自切削边向刀内倾斜的角度为边间隙角。边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。高速钢车刀此角度约10-12度之间。
3、后斜角
从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。此角度主要是在引导排屑及减少排屑阻力。切削一般金属,高速钢车刀一般为8-16度,而碳化物车刀为负倾角或零度。
4、边斜角
从刀顶面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。此角度是使切屑脱离工作物的角度,使排屑容易并获得有效之车削。切削一般金属,高速钢车刀此角度大约为10-14度,而碳化物车刀可为正倾角也可为负倾角。
5、刀端角
刀刃前端与刀柄垂直之角度。此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工的表面。
6、切边角
刀刃前端与刀柄垂直的角度,其作用为改变切层的厚度。同时切边角亦可改变车刀受力方向,减少进刀阻力,增加刀具寿命,因此一般粗车时,宜采用切边角较大的车刀,以减少进刀阻力,增加切削速度。
7、刀鼻半径
刀刃最高点的刀口圆弧半径。刀鼻半径大强度大,用于大的切削深度,但容易产生高频振动。
好了,上面就是有关于车刀材料及种类的介绍,其实车刀的种类还有很多,小编就不一一给大家介绍了,感兴趣的朋友可以查阅更多车刀相关的知识,希望可以帮助到大家。
相关文章推荐:铰刀与镗刀的区别及铰刀的规格

 关于基础设施与运维技术的10个趋势
关于基础设施与运维技术的10个趋势
 知道这些,让你的销售额翻10倍
知道这些,让你的销售额翻10倍
 新营销“铁三角”开启阿里妈妈下一个十年
新营销“铁三角”开启阿里妈妈下一个十年
 创业者经验分享 改造传统行业有多难
创业者经验分享 改造传统行业有多难
 2017年下半场 移动营销还将继续增长
2017年下半场 移动营销还将继续增长
 营销策略之15种爆破营销
营销策略之15种爆破营销